四川冶金:24MN 液压拉伸矫直机箱形梁机架焊接变形控制
广东兴迪液科 | 日期:2021-02-04
【作 者】 罗能;【刊 名】 四川冶金
【摘 要】大型厚钢板箱形梁的焊接变形控制是一难点.采取适当的工艺措施,可大大减少箱形梁的焊接变形。
由西安重型机械研究所设计、四川省冶金机械厂制造的24MN液压拉抻矫直机,其机架结构为厚板箱形梁。矫直机工作时机架承受巨大的拉应力,故箱形梁的焊接质量及控制焊接变形相当重要。
1、机架箱形梁的基本结构及制作总的要求:
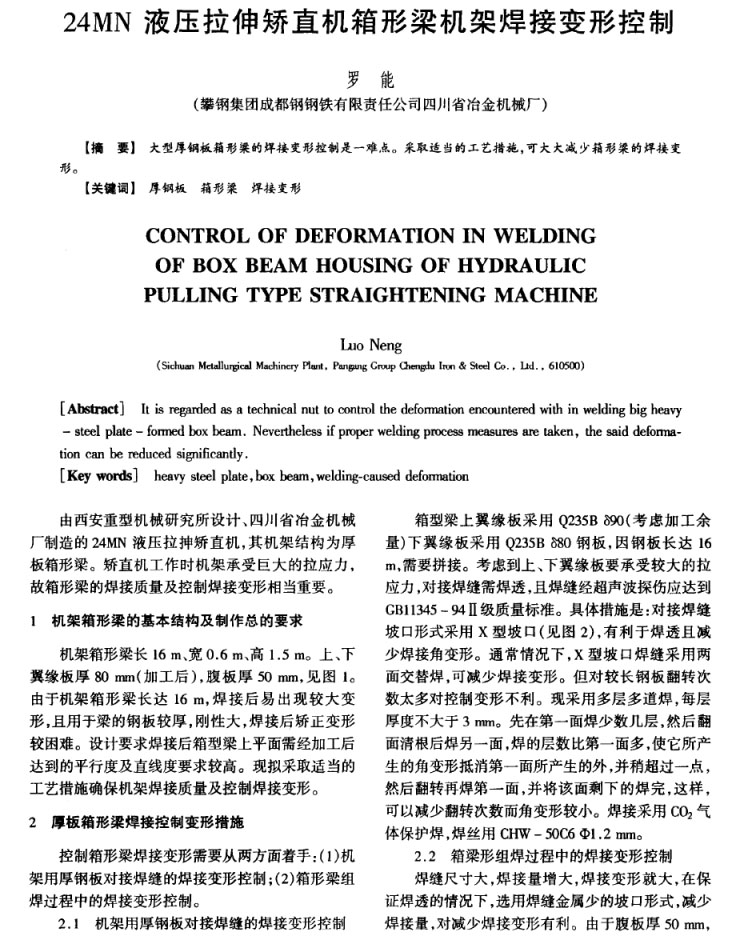
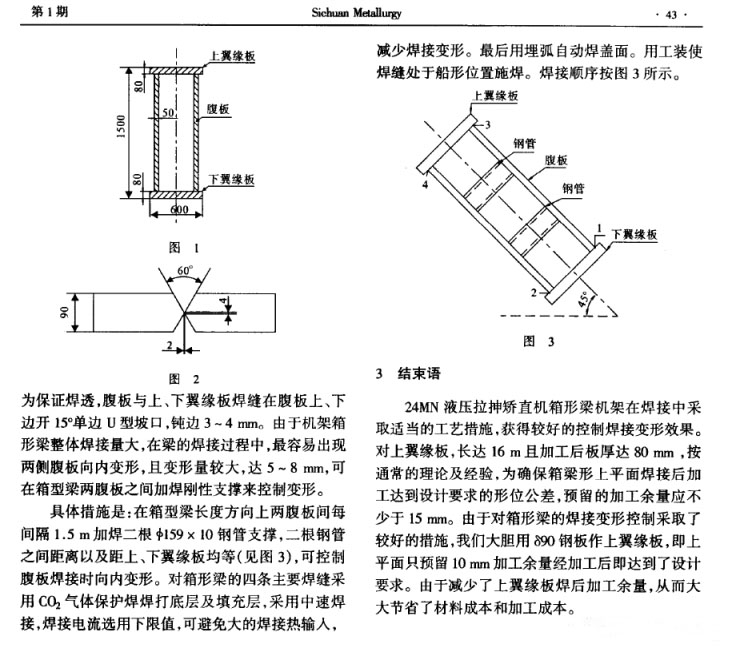
机架箱形梁长16m、宽0.6m、高1.5m。上、下翼缘板厚80mm(加工后).腹板厚50mm。由于机架箱形梁长达16m,焊接后易出现较大变形,且用于梁的钢板较厚,刚性大,焊接后矫正变形较困难。设计要求焊接后箱型梁上平面需经加工后达到的平行度及直线度要求较高。现拟采取适当的工艺措施确保机架焊接质量及控制焊接变形。
2、厚板箱形梁焊接控制变形措施:
控制箱形梁焊接变形需要从两方面着手:(1)机架用厚钢板对接焊缝的焊接变形控制;(2)箱形梁组焊过程中的焊接变形控制。
以下是正文: